
画像はYouTubeで流れていた、一シーンのスクショです。(今はなぜか、削除されているようですが…、)
カナダにある Fine Woodworking 職人養成学校のプログラムの1つのようです。
このWebサイトは古くから知ってはいたものの、1年に1回アクセスするかどうかといったところでしたが、このYouTubeのシーンに目が留まったのは、ワケがあります。
ご覧のようにKrenov調のオープンな構造体、いわゆる箱物の組み立て作業の渦中です。
目が留まったのは、この組み立て方法。
家具制作に携わっている人であれば、直感的に顔をしかめた方が少なく無いかも知れません。
まぁ、ネット上に流れている木工関連の情報に正統性を求めることの当否をここで論じても詮ないことですし、細部の領域における問題であれば横目で見遣るしかないとの諦観を旨とすべきなのかも知れません。
オトナの対応というものです。
また、こうした事例のように、欧米における木工のスタイルと、私のように松本民藝や、横浜クラシック家具の制作に出自を持つ制作スタイルとでは明らかな違いがあることも事実で、欧米の制作スタイルとの差異に踏まえた視点から評すべきという考え方も理解すべきなのかも知れません。
ただ、この日本と欧米の制作スタイルの差異を語る場合、実はそれ以上に共通するものが圧倒的に多いことも事実であることは、木工に限らず、モノ作りにおける万国共通のものがあることも言うまでもありません。
今回はそうした制作上における国境を隔てる差異を超えた、共通認識としての「本質的」な領域の問題として、この〈間違い〉を指摘させていただき、これを糾すのもキャリア職人の務めということから取り上げるものです。
箱物の組み上げ
ご覧のように、この画像は4本の柱と、これを繋ぐ幕板、棚口、横框などで構成される部品を一気に組み上げているところです。
いわゆる純然たる箱物という構造体ではありませんが、框組による構成と見做しても大きな間違いでは無いでしょうから、ここでは〈框組みの箱物〉として援用させていただき、考察していきたいと思います。
大きなクランプを四方八方から巡らせ、胴付きの接合などを確認しながら組んでいる途上のようです。
しかしこの方法では胴付きの結合度を視るのが精一杯で、個々の接合部位のカネ(設計上は長形な駆体として、それそれの隅は直角で繫がるべきところ)のチェックも難しいものとなりますし、
何より、このような手法ではこれらの微調整は極めて困難なものとなるでしょうね。
このカネというのは、箱物を組むにあたっては大変重要な事柄で、決して安易に考えてはいけません。
ここを曖昧にしたまま組み上がれば、その後、ここに納まってくるであろう抽斗や扉は駆体の歪みに邪魔され、設計通りには納まらないことになり、その結果、これを無理やり駆体に合わせるため、余計な調整作業を強いられることになります。
いかに美的で素晴らしい設計案であっても、構造的な正しさ(胴付きが正確に結合され、四角い面は正しく四角に…)が為されませんと、家具に求められる用途が本来の設計通りにはいかないことになります。
また、このカネは水平面から垂直面まで、複数のエレメントが絡んできますので、これらを全て設計通りの駆体として組み上がることが求められますが、このように一気に組み立てるのはこうした要請に対し、あまりに無謀に過ぎます。
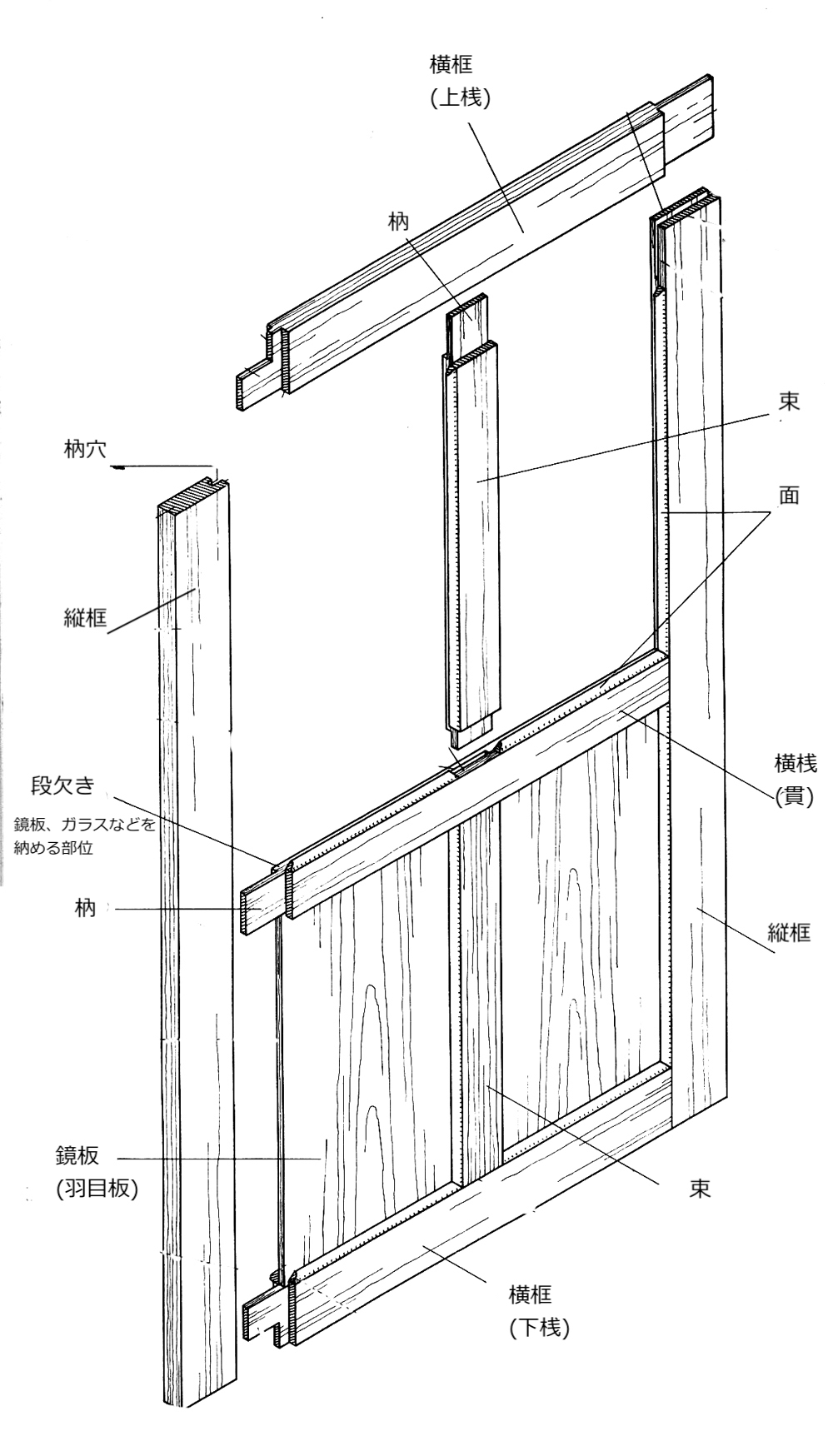
いわゆる箱物と言われる、広く一般的に制作される家具というものでは、様々な形体があり、これらの複合体として構成されているものですが、しかしキホンは平面体と平面体が結合された構造の複合体ということができます。
したがって、この複数の平面で構成される1つの家具の正しい組み立て方というのは、いきなり立体構造の完成形を一気に組み立てるというアプローチを採ってはいけません。
「いけません」、というより、無理なのです。

まずは立体を構成する、それぞれの平面を組み上げ、ボンドが乾き、接着力が十全に発揮された後、これらの平面をまず仕上げ、
次の段階で、これらの平面を立体面として完成させるための部材を枘差しするなどで組み上げ、これを仕上げ、完成形へと進めていきます。
以下、少し詳述しますと・・・、
まずは立体の、いずれかの面の部分を正しく組み立てます。(一般的な箱物とすれば、帆立(側板)になります)
この組み立ての段階で、設計通りになるよう、カネや平滑度の確認を行いつつ組み上げていきます。
ボンドの結合力が所定の時間経過まで、圧締保持させます。
次に、圧締を解き、設計通り、平面部分は平面になるよう、直定規、スコヤなどでよく確認しながら削り合わせる工程が必要です。
(ただこの段階ではもはやカネの調整はできません)
次に、この調整された面(〈帆立〉、あるいは〈側板〉)を、立体成型するために、正面の棚口や、裏面の横桟(後桟)などを枘差し、組み上げていきます。
こうした2段階による組み立てがキホンです。
そうでありませんと、後述するように正しく組み上げることは至難ですし、正しく調整するためのその後の工程が大変困難なものとなります。
これらは家具制作においては基本のキですので、職業訓練校などでのカリキュラムでも重点的に教えられる事柄のはず。
ただ残念ながら、ネット上ではTop画像のように、数多くのクランプを動員し、苦労しながら一気に組み立てている絵柄などを視ることがあります。
これはしかし、労多くして功 少なし、です。
苦労しながら何とか組み上げても、前述のようにカネを確保するために微調整させたり、平面を確保するのは無理というものです。
急がば回れではありませんが、モノ作りでは合理性の観点をがあらゆる工程において貫かれねばなりません。
それにより無理、無駄が無く、スマートに組み上げることで、設計通りの造形物ができあがるのです。
次回は、この辺りのことを少し具体的に考えていきます。












 木工家具のデザイナー & 職人のartisanです。
木工家具のデザイナー & 職人のartisanです。
